 给烧烤炉侧面下料,用的是铡刀。用四块。每两块一组,一种一块用来装把手,这块固定在烧烤炉上,另一块当门用,一端用合页和炉子连接,可以转动270°。钢板厚度2.5mm。
给烧烤炉侧面下料,用的是铡刀。用四块。每两块一组,一种一块用来装把手,这块固定在烧烤炉上,另一块当门用,一端用合页和炉子连接,可以转动270°。钢板厚度2.5mm。
 四块侧面的钢板都裁好了。裁缝处有一点点变形,但总体算规矩。
四块侧面的钢板都裁好了。裁缝处有一点点变形,但总体算规矩。
 自制小油压机校平,因为钢板弹性变形在撤掉压力后还会恢复,校平效果不算好,也能对付,比不校平好点。
自制小油压机校平,因为钢板弹性变形在撤掉压力后还会恢复,校平效果不算好,也能对付,比不校平好点。
 木炭烧烤炉制作图解 不求最轻 但求实用
木炭烧烤炉制作图解 不求最轻 但求实用
 在门上打孔,孔的位置靠卡具定位,钻孔工具有个小台钻就够了。
在门上打孔,孔的位置靠卡具定位,钻孔工具有个小台钻就够了。
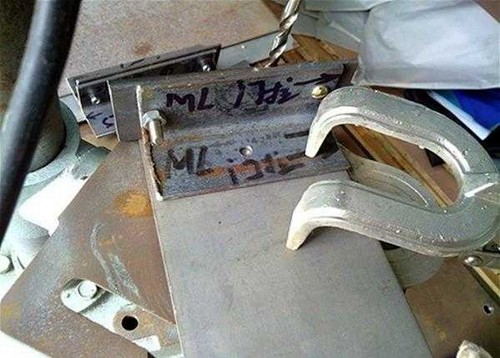
 给把手位置打孔,也是靠卡具定位。
给把手位置打孔,也是靠卡具定位。
 转头从卡具的孔处打下去,可以保证炉子上面的孔位置精准。
转头从卡具的孔处打下去,可以保证炉子上面的孔位置精准。
 孔全打好了,一共18个。
孔全打好了,一共18个。

 切割机声音太大,弄了一个卡具,把钢筋剪卡进去可以安静的剪断钢筋,不必担心钢筋剪上下刀口对不齐的问题。碳网用的钢筋下料,直径6mm。
切割机声音太大,弄了一个卡具,把钢筋剪卡进去可以安静的剪断钢筋,不必担心钢筋剪上下刀口对不齐的问题。碳网用的钢筋下料,直径6mm。
 睡着了的烧烤炉,全部组件就这些,两个合页、两个胶木拉手、四块侧面用钢板,一块底面钢板,两块正面钢板,8根钢筋。以后就是让它们组合在一起站起来。
睡着了的烧烤炉,全部组件就这些,两个合页、两个胶木拉手、四块侧面用钢板,一块底面钢板,两块正面钢板,8根钢筋。以后就是让它们组合在一起站起来。
 焊侧面上部那块,靠卡具定位。焊接前弄不准确了,焊后修复很麻烦,自制卡具成了必须要做的工作。
焊侧面上部那块,靠卡具定位。焊接前弄不准确了,焊后修复很麻烦,自制卡具成了必须要做的工作。
 侧面上部完工。
侧面上部完工。
 底部钢板定位。自制长螺纹,拧上两个螺丝帽把底面钢板夹在两块正面钢板中间,严丝合缝,然后开焊。
底部钢板定位。自制长螺纹,拧上两个螺丝帽把底面钢板夹在两块正面钢板中间,严丝合缝,然后开焊。
 底面钢板焊接完了。电焊保护渣不清理了,反正这个地方以后会很脏很脏的,烧烤的油污、炭黑全在这里。
底面钢板焊接完了。电焊保护渣不清理了,反正这个地方以后会很脏很脏的,烧烤的油污、炭黑全在这里。
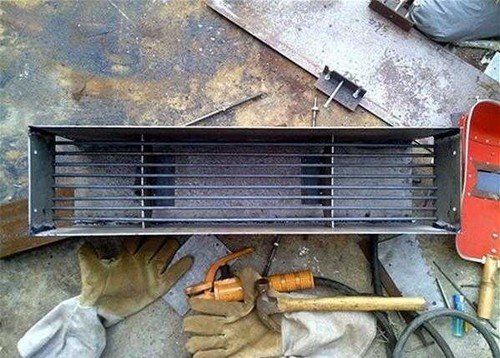 碳网钢筋定位,也是靠卡具,让8根钢筋平均分布,间距尽量一致
碳网钢筋定位,也是靠卡具,让8根钢筋平均分布,间距尽量一致
 碳网钢筋与侧面上部点焊
碳网钢筋与侧面上部点焊
 碳网焊的时候,碳网上压上东西,省的热变形造成钢筋翘曲。
碳网焊的时候,碳网上压上东西,省的热变形造成钢筋翘曲。
 用角磨机打磨热影响区,炉子能好看点,要不焊接热影响区的蓝色比较难看。不打磨也行,反正烧烤几次,钢板肯定会变得很黑,热影响区也基本看不出来了。
用角磨机打磨热影响区,炉子能好看点,要不焊接热影响区的蓝色比较难看。不打磨也行,反正烧烤几次,钢板肯定会变得很黑,热影响区也基本看不出来了。
 热影响区打磨完了,边角倒角,炉子就洗白白了,好看多了
热影响区打磨完了,边角倒角,炉子就洗白白了,好看多了
 装上门、拉手和手柄,把门处的间隙调一调,就完工了。烤了多次,照片没照,就随便说一下利弊。碳网采用钢筋,相对用带孔的钢板来说,碎碳不好用,会漏到下面去。机制炭不存在这个问题。钢筋碳网的好处就是下部空间很大,把红薯和土豆可以整个儿放进去,热量很容易就进去,红薯和土豆的水分跑不出来,烤出来外焦里嫩,口感很好。拷过几次后,炉子上全是油腻。烤完了,揪过来水管就冲。没烧完的碳等干了照样用。下雨天不用考虑拿回来,偶尔部分地方会生锈但离锈烂早了去了。创意来源:www.8264.com/viewnews-70126-page-4.html
装上门、拉手和手柄,把门处的间隙调一调,就完工了。烤了多次,照片没照,就随便说一下利弊。碳网采用钢筋,相对用带孔的钢板来说,碎碳不好用,会漏到下面去。机制炭不存在这个问题。钢筋碳网的好处就是下部空间很大,把红薯和土豆可以整个儿放进去,热量很容易就进去,红薯和土豆的水分跑不出来,烤出来外焦里嫩,口感很好。拷过几次后,炉子上全是油腻。烤完了,揪过来水管就冲。没烧完的碳等干了照样用。下雨天不用考虑拿回来,偶尔部分地方会生锈但离锈烂早了去了。创意来源:www.8264.com/viewnews-70126-page-4.html
版权声明:本站所有资源均来源于互联网或网友投稿,如有侵犯您的著作权或隐私,请联系QQ:1765130767。我们将第一时间为您处理!
